В России современное обрабатывающее предприятие на фоне мирового роста цен на материалы уже не может позволить себе обходить вопрос внедрения культуры производства на всех этапах выпуска продукции. Если театр начинается с вешалки, то бережное отношение к заготовкам — с порядка при их хранении.









В машиностроительной отрасли есть материалы, которые представляют реальную проблему при их складировании. Это, в первую очередь, относится к металлическим листам, пруткам, панелям и пластинам. Из-за их особенностей — небольшая толщина при больших габаритах (например, 1,5 мм при сторонах листа 1250 × 2500 мм по ГОСТ
В статье мы рассмотрим современные решения, которые помогут более эффективно по сравнению с традиционными методами организовать систему хранения крупных заготовок, чаще всего используемых в металлообработке (рис 1).
Вертикальная (башенная) автоматизированная система хранения листового и пруткового материала
Листовой металл, мраморные и прочие каменные плиты, деревянные и фанерные панели из-за своих размеров и веса требуют особых способов для их удобного хранения, учёта и выдачи. Например, размеры листов, даже если мы говорим только о стандартизованных, составляют до 6000 мм на 2000 мм с разными толщинами и могут быть из разных марок стали, поэтому вопрос свободных площадей для их хранения немаловажен. Также необходимо наличие погрузочно-разгрузочных систем желательно с максимально высокой безопасностью и эффективностью при работе с такими заготовками. Добавим к этому и необходимость хранения прутковых заготовок разных форм, размеров и разных сплавов.
Поэтому при разработке автоматической системы хранения листового металла, прутков, пластин и профилей должны быть учтены все потребности заказчика, которые можно сформулировать следующим образом:
- максимальная вместимость хранилища с особым упором на необходимость хранения материалов при минимальной занимаемой площади и с наибольшей плотностью хранения;
- унификация типа склада для хранения материалов, поступающих после промежуточной обработки, что обеспечит единую систему хранения, которая должна быть одновременно экономичной и гибкой для учета в любой момент времени.
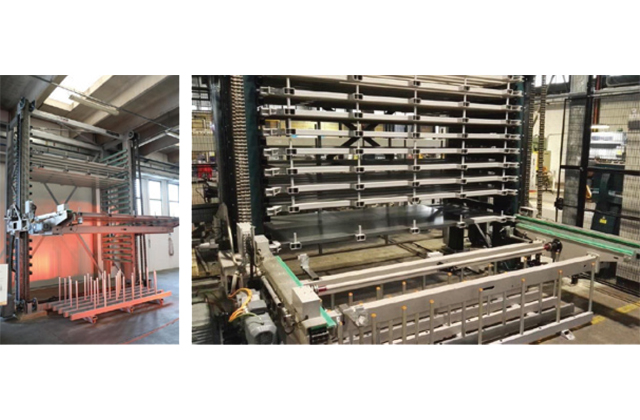
Вертикальная (башенная) автоматизированная система отвечает всем перечисленным выше требованиям (рис 2, 3).
Такая система предназначена для хранения листов, прутков, различных профилей и подобных заготовок с высокой плотностью благодаря минимальному расстоянию между полками (от 190 мм) и размещению «под потолок» (обычно до 10 м). Существуют модели с одной и двумя башнями, которые обслуживаются при помощи подъемного механизма (рис 4). Для металлических листов предусмотрена рама с выталкивателями для удобства снятия с полки.

|
1 |
Дверь для технического обслуживания |
|
2 |
Привод подъемного механизма |
|
3 |
Привод экстрактора |
|
4 |
Система обеспечения безопасности |
|
5 |
Полки хранения |
|
6 |
Направляющие для полки |
|
7 |
Подъёмник |
|
8 |
Выталкиватели листового материала |
Рис. 4 Основные части конструкции башенной автоматизированной системы хранения
Технические характеристики вертикальных автоматизированных систем можно оценить по стандартным моделям (Таблица 1). При необходимости под потребности заказчика могут быть изготовлены и специальные версии систем хранения.
К другим отличительным особенностям систем можно отнести: небольшую площадь застройки под систему хранения, исключение человеческого фактора при выдаче запрашиваемой заготовки благодаря контролю со стороны системы управления складом (WMS-системы), облегчение труда персонала склада, увеличение эффективности за счёт автоматизации загрузки/выдачи материала, удобный доступ к полке. Работа и техническое обслуживание проходят в полной безопасности благодаря защитным ограждениям, фотоэлектрическим барьерам и встроенной системе безопасности.
Таблица 1 Технические характеристики вертикальных (башенных) автоматизированных систем производства «Ferretto Group» (Италия)
|
Модель |
MMS3000 MBS3000 |
MMS4000 MBS4000 |
MMHS3000 MBHS3000 |
MMHS4000 MBHS4000 |
MBMB6000 |
|
Тип хранимого груза |
Пластины, листы, полосы |
Прутки и профили |
|||
|
Максимальная высота системы, мм |
5075 |
5475 |
7880 |
7880 |
9880 |
|
Количество башен хранения, шт. |
1 (для моделей ММ) 2 (для моделей MB) |
2 |
|||
|
Максимальное количество уровней размещения, шт. |
20 |
32 |
25 |
||
|
Максимальный размер полки, мм |
3048 × 1524 |
4064 × 1524 |
3048 × 1524 |
4064 × 1524 |
6260 × 720 |
|
Максимальная масса груза, кг |
3 000 |
||||
|
Максимальная высота груза, мм |
90 |
300 |
|||
|
Шаг между уровнями размещения, мм |
190 |
210 |
360 |
||
В Таблице 1 представлены модели наиболее популярных автоматизированных башенных систем хранения. Возможно исполнение систем хранения с другими габаритами под конкретные помещения на территории производства, с требуемыми размерами полок и грузоподъемностью до 20 т на каждую с учётом необходимой высоты груза.
Для удобства загрузки/выгрузки заготовок система может быть оснащена поворотной кран-балкой (рис 5).
Стеллажная автоматизированная система хранения листа (AS/RS-система)
Система представляет собой эволюционное развитие башенных систем хранения, когда несколько башен располагаются в ряд, а грузы обрабатываются краном-штабелёром, который перемещается вдоль по рельсовому пути (рис 6). В зависимости от необходимой производительности и типа груза кран-штабелёр оснащен вилочным приспособлением для захвата и подъёма полки/палеты или цепным экстрактором (рис 7).

|
1 |
Мостовая рама |
|
2 |
Верхняя балка |
|
3 |
Экстрактор |
|
4 |
Привод подъемного механизма |
|
5 |
Шкаф управления |
|
6 |
Привод продольного перемещения |
|
7 |
Нижняя балка |
|
8 |
Лестница для обслуживания крана-штабелёра |
Рис. 7 Основные части конструкции крана-штабелёра
Таблица 2 Технические характеристики стеллажных автоматизированных систем производства «Ferretto Group» (Италия)
|
Модель |
SSF |
SSD |
|
Максимальная высота, мм |
10 290 |
10 680 |
|
Минимальный шаг между уровнями хранения, мм |
280 |
190 |
|
Максимальный размер полки, мм |
4064 × 1524 |
|
|
Минимальный размер полки, мм |
600 × 300 |
|
|
Максимальная нагрузка на полку, кг |
3000...5000 |
|
|
Горизонтальная скорость, м/с |
2,5 |
|
|
Горизонтальное ускорение, м/с2 |
0,5 |
|
|
Вертикальная скорость, м/с |
0,5 |
|
|
Вертикальное ускорение, м/с2 |
0,5 |
|
|
Тип захвата |
телескопические вилы |
цепной экстрактор |
|
Расстояние между полками |
фиксированное или переменное |
|
Как и в случае с башенной системой хранения, системы с краном-штабелером могут быть спроектированы под конкретные задачи заказчика в соответствии с его техническим заданием (рис 8).
Таблица 3 Сравнение стеллажных систем в зависимости от типа захвата
|
Тип захвата |
Скорость обработки потока грузов |
Объём хранения |
|
Телескопические вилы |

|

|
|
Цепной экстрактор |

|

|
Палетная автоматизированная система хранения материалов
Крупные и тяжелые заготовки на металлообрабатывающем производстве не ограничиваются только листовой и прутковой формой. На предприятиях, которые производят детали и узлы для автомобильного или железнодорожного транспорта, для крупной сельскохозяйственной техники, для дальнейшей обработки используются большие отливки или поковки. Для хранение таких заготовок подойдёт палетная автоматизированная система хранения, в которой для обслуживания ячеек применяют тележки — шаттлы, управляемые в автоматическом режиме WMS-системой (рис 9). Шаттлы комплектуются индивидуальными аккумуляторными батареями, а специальные серии дают возможность работать при температуре до −30 °C, тем самым позволяя разместить основное хранилище в неотапливаемом помещении. В зависимости от частоты обращений к материальным ценностям рассчитывается требуемое количество шаттлов для безостановочной работы с учётом времени для подзарядки шаттлов.

|
1 |
Датчик обнаружения паллеты/полки |
|
2 |
Антенна |
|
3 |
Сенсорная кромка, клавиша экстренной остановки, датчик слежения движения |
|
4 |
Система управления |
|
5 |
Полиуретановые колёса |
|
6 |
Литиевая аккумуляторная батарея (24 В) |
|
7 |
Рамная конструкция |
|
8 |
Рёбра жёсткости |
|
9 |
Направляющие |
Рис. 9. Основные элементы палетной автоматизированной системы хранения материалов
Таблица 4 Технические характеристики тележек-шаттлов производства «Ferretto Group» (Италия)
|
Модель |
Flexy 800 |
Flexy 1000 |
Flexy 1200 |
|
Размеры, мм |
970 × 1086 |
970 × 1286 |
970 × 1486 |
|
Размеры груза, мм |
800 × 1200 |
1000 × 1200 |
1200 × 1200 |
|
Максимальная масса груза, кг |
1500 |
||
|
Рабочие температуры окружающей среды |
+5 / +40 °C (стандартная версия) |
||
|
-30 / +5 °C (для низких температур) |
|||
|
Время подъёма, с |
3 |
||
|
Скорость без груза, м/с |
1,1 |
||
|
Скорость при полной загрузке, м/с |
0,65 |
||
|
Время работы батареи, ч |
8 |
||
|
Время зарядки батареи, ч |
3 |
||
Конструкция данной системы позволяет организовать хранение в несколько рядов по принципам: «последний вошёл — первым вышел» и «первым вошёл — первым вышел» (рис 10, 11).
Благодаря WMS-системе таким образом можно хранить не только исходные заготовки, но и частично обработанные, а также готовые детали и узлы без риска возникновения путаницы. Возможно специальное исполнение в зависимости от формы заготовки (рис 8).
О внедрении автоматизированных систем в производственную цепочку
Как мы уже говорили, представленные типы систем могут хранить не только заготовки, но и полуфабрикаты и полностью готовые детали, а при необходимости и крупногабаритную технологическую оснастку. Однако гибкость их использования этим не ограничивается. Системы могут быть внедрены непосредственно в производственные линии, когда после выдачи заготовка попадает сразу на обрабатывающий станок (рис 12). Например, возможна интеграция с листообрабатывающим оборудованием, где в качестве связующего звена между хранилищем и установкой лазерной резки выступает робот-манипулятор, задача которого переложить заготовку на подающий стол станка, а затем другой робот переместит ее на листогибочный пресс (рис 13).
В этом случае автоматизированная система хранения становится не просто местом складирования и учёта заготовок, полуфабрикатов и готовой продукции, но и диспетчерско-логистическим центром, объединяющим обрабатывающие станки, что дает возможность автоматизировать не только складское хозяйство, но и всё производство, повысив его эффективность. Автоматизированные складские системы — это не только порядок при хранении, но и чётко отслеживаемое производство. Они относятся к числу логистических решений, которые наилучшим образом отвечают потребностям компаний, занятых в металлообработке в условиях серийного производства.
ООО «Остек-АртТул» выполняет расчёт и проектирование автоматизированных систем хранения любой сложности. Мы рассмотрели три основные категории автоматических решений для хранения крупногабаритных заготовок и готовой продукции:
- Вертикальная (башенная) автоматизированная система хранения листового и пруткового материала.
- Стеллажная автоматизированная система хранения листа (AS/RS-система).
- Палетная автоматизированная система хранения материалов.
Эти системы отличаются друг от друга по вместимости, типу хранения, количеству мест приёма-выдачи и методам объединения с производством.
Если перед вашим производством стоят вопросы автоматизации хранения и внутрипроизводственной логистики, наша компания предложит решение и поможет в переходе на новый уровень производства.